
精度を上げる技術
より高い精度や品質を追求し挑戦し続け、限界を乗り越えていく。
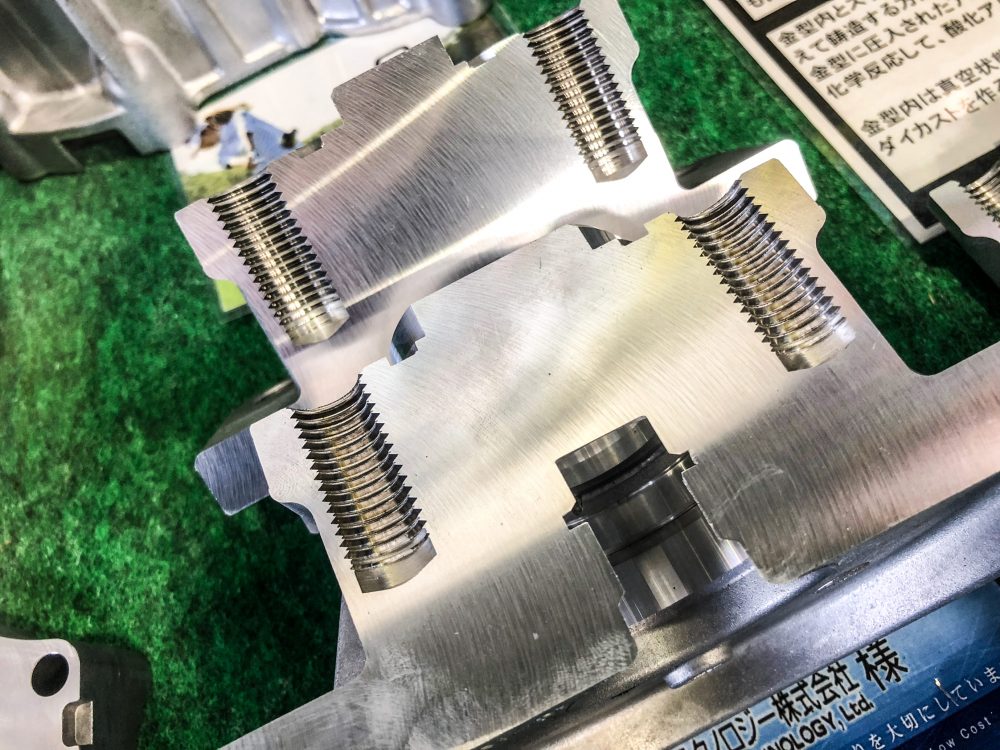
鋳造技術(アルミダイキャスト)
巣の無いアルミダイキャストを造る技術
高速射出のアルミダイキャストでは、ガスの巻き込み「巣」を無くすのは困難であるというのが常識ですが、高速射出ダイキャストでも、局部加圧スクイズや酸素置換法などを駆使し、無欠陥のアルミダイキャスト品の製造が可能です。従来の高速の常識を覆す、肉厚100mmでも鋳造を可能にしました。
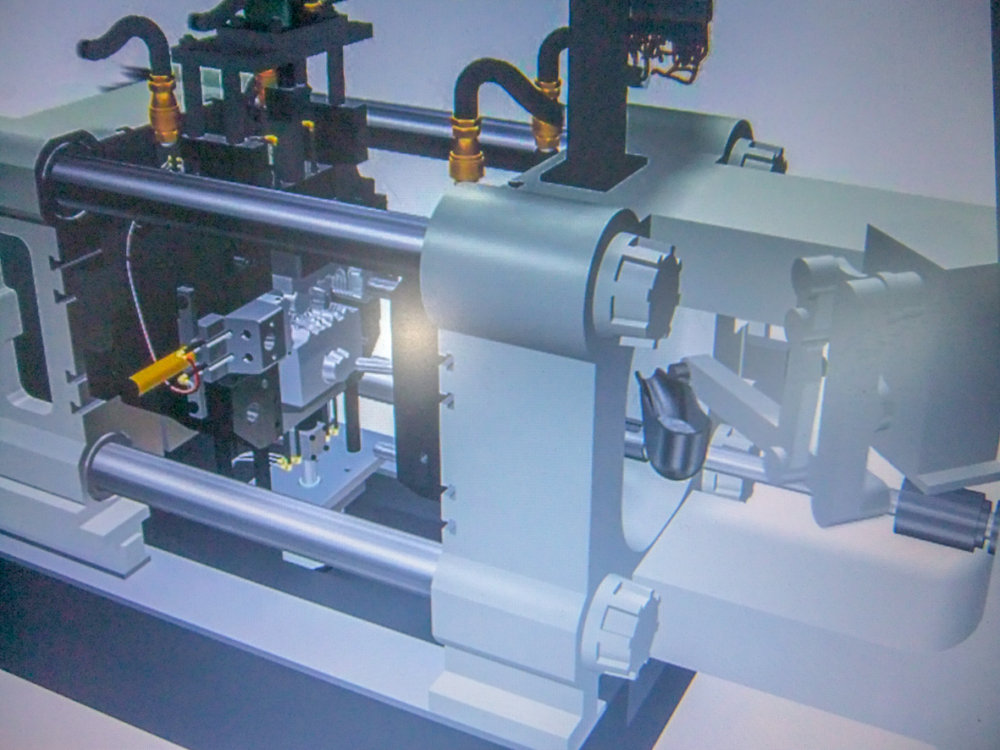
局部加圧ダイキャスト法(スクイズ)
・金型に溶湯を充填完了後、凝固途中にキャビティ内の一部を直接加圧する方法。これにより、凝固収縮相当量の溶湯を部分的に補給でき、ヒケ巣の少ない製品が出来ます。
無孔性ダイキャスト法(PF法)
・金型とスリーブ内の空気を酸素ガスに置換える方法。金型に圧入されたアルミは酸素ガスと瞬間的に化学反応し酸化アルミ微粒子となる為、強度にばらつきが少ない製品ができます。
アルミダイキャストの技術紹介サイト公開中
アルミ鋳造の常識を覆す扶桑工業アルミダイキャスト技術を紹介したサイト&動画専用ページが完成しました!
そもそも「アルミダイキャストとは?」からご発注の流れまで詳しく紹介しております。
※別のウィンドウが開きます
切削技術
マシニングセンター 量産加工
横型マシニングセンターとパレットチェンジで最適効率を追求しています。多数個付けにより無人稼働時間を延長。加工方法、工具選定などノウハウに基づき選定します。


鉄鍛造品にφ2の細穴を明ける
硬い鉄の鍛造品に、φ2mmの細穴を深さ80mmあけます。ドリルの外径はφ2mm、その中にφ0.5mmの穴を2箇所明け、その中に切削用クーラントを内部給油していきます。内部クーラント圧力は7Mp、ドリルの回転数は7000rpmです。

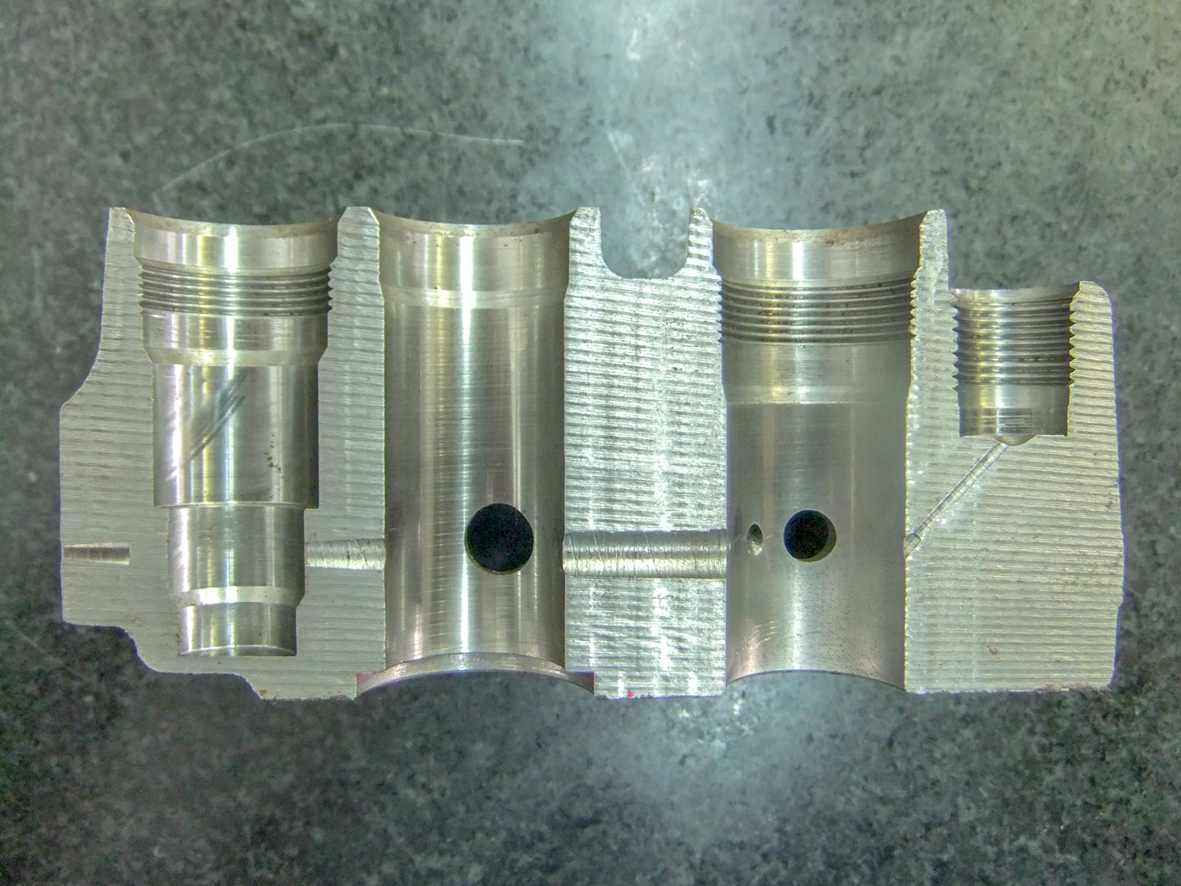

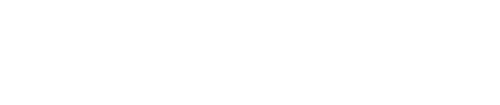
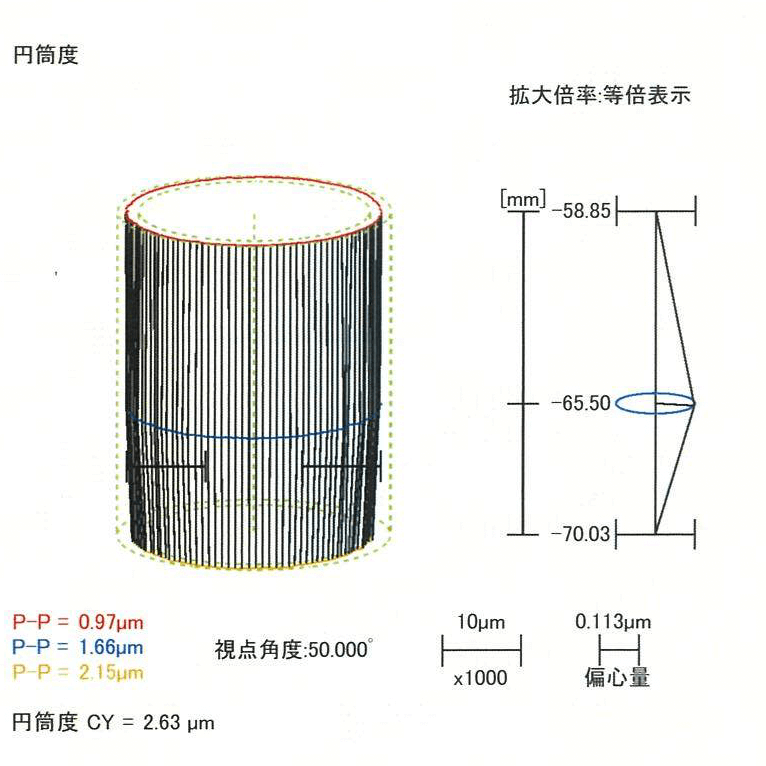
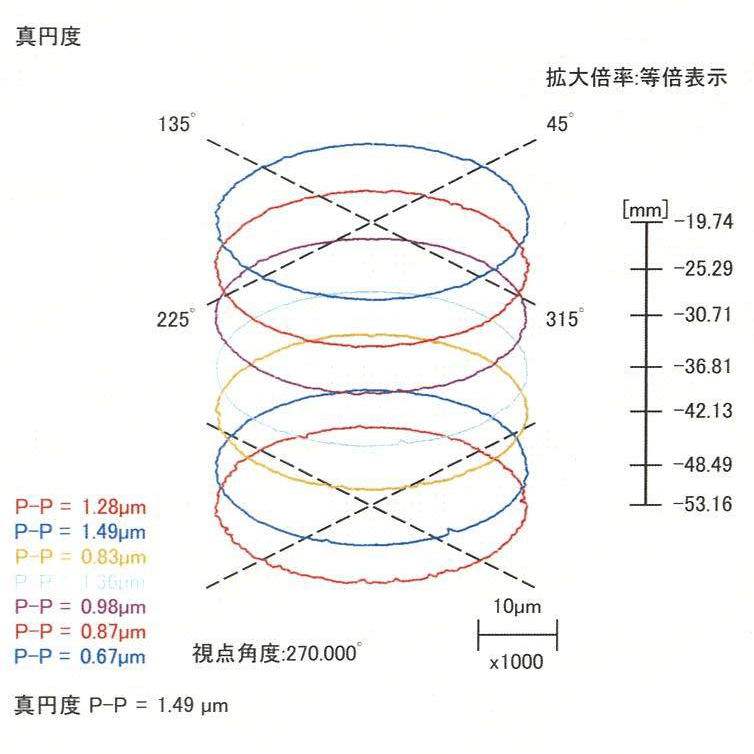
ミクロンを制御する研削技術
3段の精密内径も、真円2μ以下、円筒5μ以下での製作が可能です。


溶接技術・熱処理技術
鉄を溶接する 鉄を熱処理して硬くする
鍛造加工品を溶接で繋ぐ。アンダーカットでも歩留りに効果があります。
鍛造素材を熱処理。鉄を焼いて硬くすることで岩や土砂にも負けない強い製品が出来ます。



仕上げ衛生技術
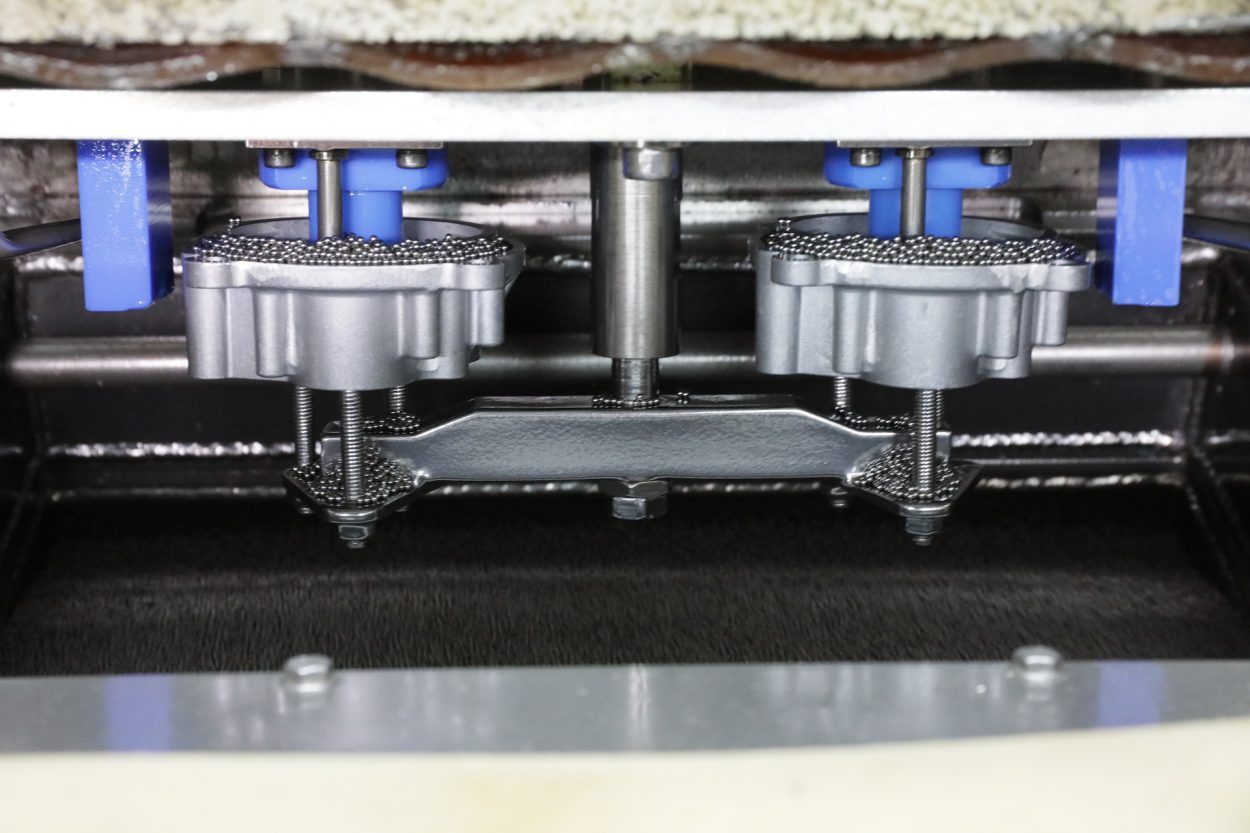
油圧機能商品のバリ取り滑らか仕上げ
20Gの強い振動の中で、鋼球メディアを振動させ、鋳物加工品のバリを除去し更にエッヂを滑らかにします。
従来の人手によるバラツキの有るバリ取りを自動化。作業図面指示上のR0.1~R0.4の寸法精度を振動処理時間により制御可能にしました